


如何打造极致地下车库标识导视设计
391
标识牌最早可追溯到古代商业和建筑刚刚形成之时,在古装剧里经常见到的牌匾就是标识牌的一种。经历了几千年的发展,从手工雕刻到机器打磨,再加上更多的标识牌材料选择,标识牌的制作工艺也发展成了更完整的体系。总结为8个字:剪 切 刨 折 焊 磨 喷 印。。这么多制作工艺名词意思是什么?实际操作怎么做?以及他们的材料选择范围具体要求是什么?
剪板
这里的剪指的就是,把金属料板材放剪板机采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。还有就是激光切割的方式进行加工,对于一些复杂或异性的造型会更便捷,快速,多数还是采用激光的方式进行加工,尺寸会更加精确。
激光切割
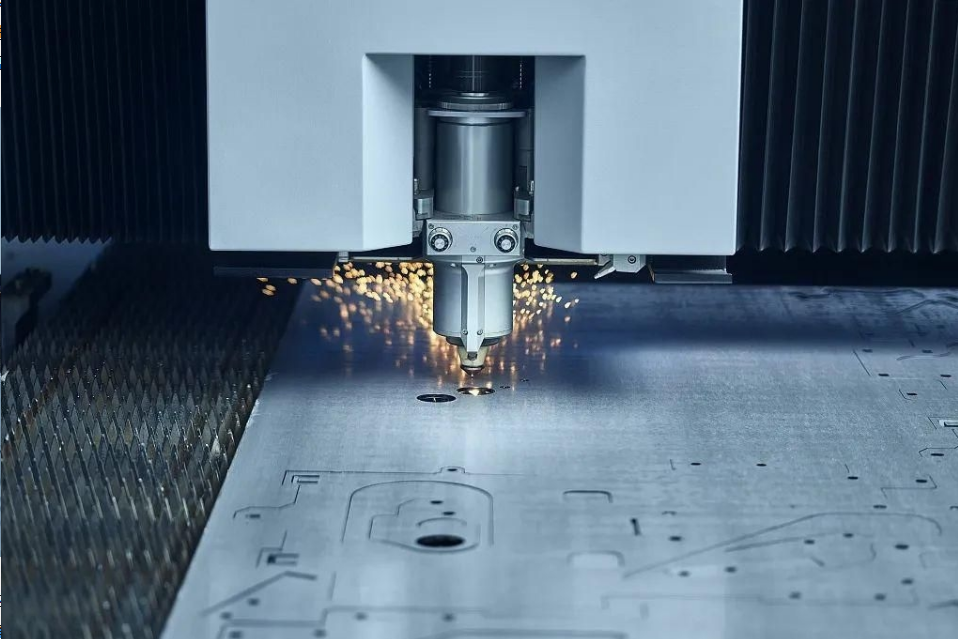
激光切割是由激光器所发出的水平激光束经45°全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,并配合辅助气体(有二氧化碳气体,氧气,氮气等)吹走熔化的废渣,使孔洞连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。
折弯

折弯这项标识牌制作工艺的操作是,将金属板料放在折弯机,利用上模或下模的压力,经过弹性变形,然后进入塑性变形,随着上模或下模对板料的施压,板料与V型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,最终加压到行程终止,使上下模与板材三点靠紧全接触,完成一个V型弯曲,这就是折弯。
刨槽是金属或非金属材料弯曲成形的辅助工序,在金属或非金属材料需要弯曲成形的弯曲线处利用特殊的设备刀具刨切出V型槽,使材料易于折弯成形且弯曲角外R能达到最小化,再用折弯机或手工折弯成型,以此方法加工完成并达到产品外观要求。V型槽的深度、宽度、角度可以通过刨切加工时的进刀量和刨刀形状来保证。
以上四种工序之后对原材料的加工就完成了
焊接
焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造标识导视牌的工艺及技术,可以通过熔焊、压焊、钎焊三种途径达成接合的目的。焊接常用的设备:电弧焊机、氩弧焊机、CO2保护焊机、氧气-乙炔焊、激光焊机、塑料等,还有焊丝、焊剂等焊接辅助材料。
打磨
标识牌厂家在标识牌制作的时候,一般会用到打磨工艺进行标识牌加工。焊前打磨,打磨范围:全部焊缝两侧各25-50mm。操作方法:打磨长大焊缝时用安装了不锈钢碗刷的角磨机或者直柄打磨机沿焊缝方向操作方法:进行打磨;对于需要激光跟踪自动焊的焊缝只能用直柄打磨机进行打磨;在相对焊接附件较大的工件表面焊接附件时使用千叶片对焊接便面进行打磨。技术要求:打磨出金属光泽、保证焊接区域没有氧化膜、打磨纹路与焊缝方向平行且均匀、打磨深度不超过0.2mm。
喷涂
通过喷枪借助于空气压力,分散成均匀而微细的雾滴,涂施于被涂物的表面的一种方法.(可分为空气喷漆,无气喷漆以及静电喷漆等各式各样的喷漆方法)用树脂、颜料、溶剂、添加剂等制成。通常用喷枪均匀地喷涂在物体表面,然后将涂料干燥固化,形成一个硬涂膜。具有保护、美观、标示的作用,主要用于汽车、飞机、木器、皮革等。该物质有毒性,对身体有一定影响,不同品牌的喷漆由于成分含量不同毒性也不同。使用时应特别注意安全,避免吸入和皮肤接触。
丝印

丝网印刷是指用丝网作为版基,并通过感光制版方法,制成带有图文的丝网印版。丝网印刷由五大要素构成,丝网印版、刮板、油墨、印刷台以及承印物。利用丝网印版图文部分网孔可透过油墨,非图文部分网孔不能透过油墨的基本原理进行印刷。印刷时在丝网印版的一端倒入油墨,用刮板对丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端匀速移动,油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。
这几道工序下来就基本完工了







